CNC Ejemplo 08: Uso de Ejes Adicionales
Ver el CNC08_AdditionalAxes.project proyecto de ejemplo en el directorio de instalación de CODESYS bajo ..\CODESYS SoftMotion\Examples.
Este ejemplo amplía la CNC01_direct.projektproyecto que se describe enEjemplo 01 de CNC: Generación de OutQueue directamente. Demuestra cómo usar ejes adicionales. Como en el Ejemplo 01 de CNC, se desplazan cuatro posiciones en el plano X/Y con una velocidad y aceleración definidas. Además, el eje adicional A se ejecuta durante cada movimiento. El programa establece dos puntos de cambio de ruta en la ruta.
Edición de un programa CNC en el editor
Abre el
CNC01_direct.projectproyecto desde el directorio de instalación de CODESYS.En el proyecto, abra el programa CNC.
Example.Agregue posiciones para el eje adicional A a los comandos de viaje:
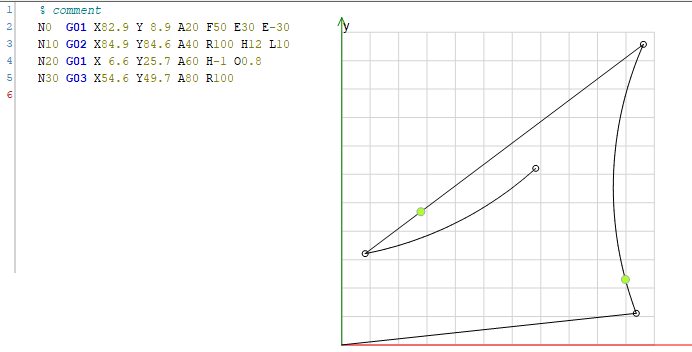
ejemplo 49. editor CNCN0 G01 X82.9 Y 8.9 A20 F50 E30 E-30 N10 G02 X84.9 Y84.6 A40 R100 H12 L10 N20 G01 X 6.6 Y25.7 A60 H-1 O0.8 N30 G03 X54.6 Y49.7 A80 R100
Creación de una interfaz de accionamiento y configuración de PLC
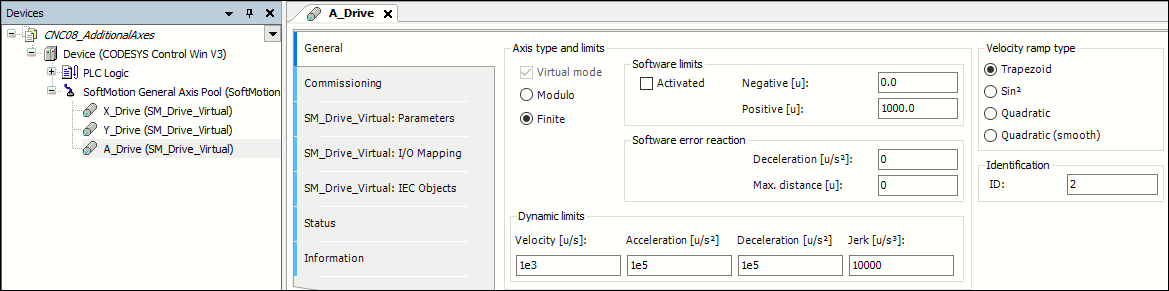
Insertar una unidad virtual adicional Una vuelta bajo el Grupo de ejes general de SoftMotion.
Establezca los parámetros de la siguiente manera:
Edición de un programa IEC
Abra el programa CFC
Ipo.Activar la unidad agregada anteriormente Una vuelta con el
MC_Powerbloque de funciones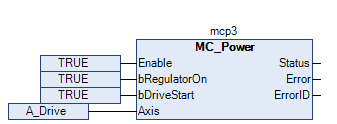
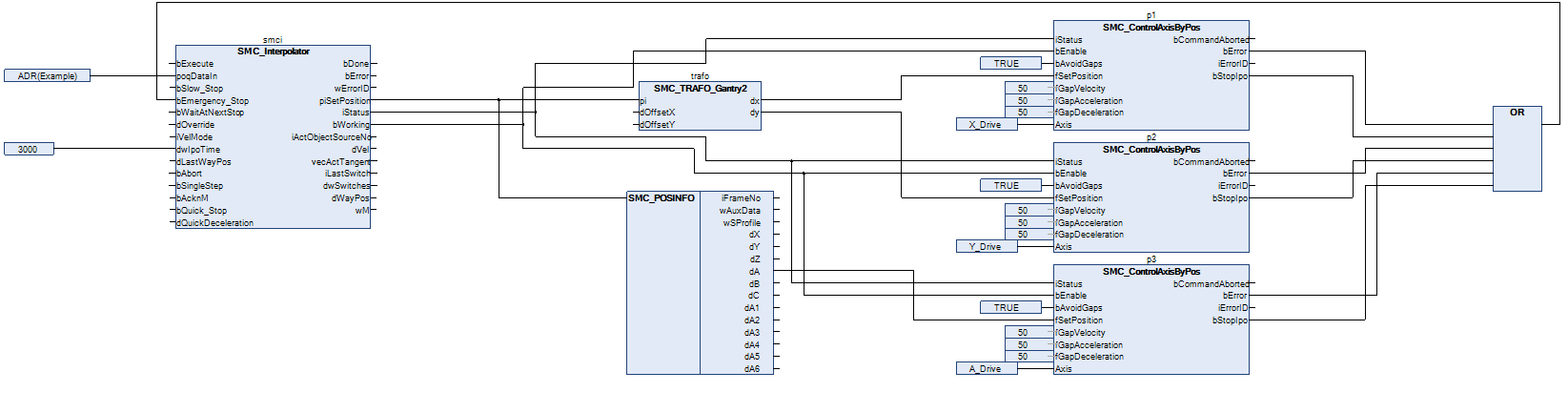
En este ejemplo, un eje de orientación simple (Una vuelta) debe controlarse con el eje adicional A. Por este motivo, no se necesitan más módulos de transformación. La posición nominal del interpolador se corresponde directamente con la posición nominal del accionamiento y se aplica a través del
SMC_POSINFOseleccionador con elSMC_ControlAxisByPosbloque de funciones La aplicación no garantiza que las salidas del interpolador sean continuas. Por ejemplo, la posición del eje adicional termina en un punto diferente al que comienza. Por lo tanto, debe activar la prevención de espacios (bAvoidGaps,fGapVelocity,fGapAcceleration, yfGapDeceleration). Luego conecte elbStopIposalida a labEmergency_Stopentrada del interpolador y conectar la salida del interpoladoriStatusa las respectivas entradas de los bloques de funciones de control de ejes.Sobre todo, preste atención al orden correcto de los bloques de función al programar con CFC.
Puesta en marcha
Compile e inicie el programa creado. El programa ejecuta el movimiento CNC tan pronto como el Execute se ha fijado la entrada del interpolador. Una vez que el programa se haya ejecutado por completo, puede aplicar un nuevo flanco ascendente para reiniciarlo.
Durante la ejecución del programa CNC, observe la posición del eje adicional A (piSetPosition.dA) que se muestra en la visualización del POU de interpolación.